© 2026 Группа компаний ГЕОН. Все права сайта защищены
Современные очистных сооружений невозможно представить без эффективного этапа обработки осадка. Увеличение объема сточных вод и ужесточение экологических норм требуют внедрения надежных технологий разделения жидкой и твердой фазы. Механическое обезвоживание позволяет снизить затраты на транспортировку и утилизацию отходов в разы. Среди всего многообразия машины и аппараты для фильтрации особое место занимают ленточные фильтр прессы, которые зарекомендовали себя как надежное решение для обезвоживания осадков сточных вод
Расчет ленточного фильтр-пресса — это ответственная инженерная задача, от которой зависят не только капитальные и эксплуатационные затраты, но и стабильность работы всей линии. В данной статье мы подробно разберем принцип действия, технологические особенности и предоставим методики для определения основных параметров процесса

Основным рабочим органом установки являются две бесконечные фильтровальные ленты, по которым осадок поступает последовательно в различные зоны. Современные ленточные фильтр прессы имеют модульную конструкцию, что упрощает обслуживание деталей и узлов.
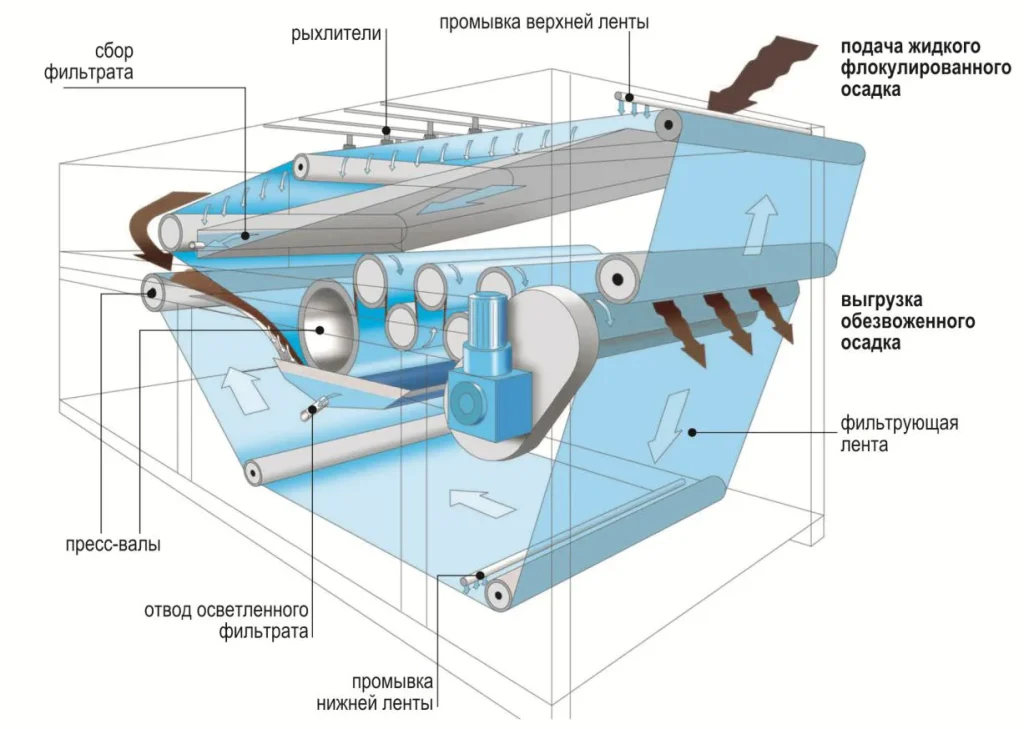
Принципиальная схема работы включает несколько этапов. Подготовка начинается с кондиционирования: в исходный сырого осадка добавляется расход флокулянта, который способствует агломерации мелких частиц. Это обязательное условие для эффективной работы, так как содержание жиров и органики влияет на сопротивление осадка фильтрации.
Принцип действия установки непрерывного действия основан на поэтапном увеличении давления:
Зона гравитационного сгущения. Осадок поступает на горизонтальную часть ленты, где под действием силы тяжести удаляется основная масса свободной воды. Этот участок критически важен для повышения концентрации сухого вещества перед зоной давления
Зона клина (низкого давления). Здесь ленты сходятся, создавая начальное давление. Происходит пластификация обезвоженного осадка
Зона высокого давления (сдвига). Осадок на фильтре огибает систему валов различного диаметра. Благодаря изменению натяжения лент создаются касательные усилия, выдавливающие остаточную влагу. Количество валов и их конфигурация определяют конечную влажность кека. В некоторых моделях для увеличения фильтрующей поверхности применяются многокамерные системы
После зоны давления происходит съем обезвоженного осадка ножами. Фильтровальные ленты проходят обязательную промывку под давлением для удаления забившихся частиц
Важно понимать, что ленточные фильтр прессы относятся к классу аппараты химических производств и оборудования для обезвоживания осадков, работающих под избыточным давлением. Их часто сравнивают с другими типами:
Камерные фильтр прессы (периодического действия). Обеспечивают более низкую остаточной влажности, но работают циклами
Листовые фильтры под давлением. Используются для тонкой очистки
Центрифуги декантеры. Альтернативный метод разделения в поле центробежных сил
По сравнению с аналогами, ленточные аппараты значительно превосходят вакуум-фильтры по энергоэффективности и камерные фильтр прессы — по непрерывности процесса
Расчеты фильтров базируются на заданных исходных данных: тип осадка (промышленные или коммунальные), его расход, начальная и требуемая конечная влажность. Грамотный выбор оборудования невозможен без учета реологических свойств материала
Главный критерий — производительности по исходному объема осадка (м³/ч) или по сухому веществу (кг/ч). Для предварительного выбора используется понятие удельной нагрузки
Общая производительности центрифуги или пресса рассчитывается как произведение удельной нагрузки на рабочую ширину ленты. Необходимо учитывать, что осадок может иметь различные уплотняемые свойства, поэтому доза флокулянта подбирается индивидуально
Процесс фильтрования в каждой зоне имеет свои задачи
Гравитационная зона: Здесь осадка не должна происходить преждевременное уплотнение корки. Рассчитывается время пребывания осадка на фильтре, обычно оно составляет 10-30 секунд. Важно, чтобы осадок поступает на ленту равномерно распределяется по всей ширине
Зона давления: Основной расчет сводится к определению длины зоны и количества валов, необходимых для достижения целевых показателей. Усилие натяжения лент должно обеспечивать удаление влаги без выдавливания твердых частиц обратно в фильтрат. Требования к качеству взвешенных веществ в фильтрате обычно регламентируются (не более 200-300 мг/л)
Мощность привода определяется исходя из усилий, необходимых для протягивания лент и преодоления трения о валы

Одним из ключевых показателей эффективности задержания сухого вещества является полнота улавливания твердых частиц
Хороший показатель — эффективность задержания сухого вещества на уровне 90-98%
Расход флокулянта рассчитывается в кг на тонну сухого вещества осадка. Для ленточных фильтр прессов этот показатель варьируется от 2 до 8 кг/т. От правильного выбора реагента зависит не только влажность кека, но и чистота фильтрата и промывной воде . Использование ленточных машин подразумевает применение катионных флокулянтов
Оставьте заявку на сайте, заполнив короткий опросный лист, чтобы наш менеджер связался с вами и помог подобрать вам ленточный пресс-фильтр, рассказал о цене и сроках изготовления
Для объективной оценки места ленточных фильтр прессов в иерархии обезвоживающего оборудования, проведем сравнение с основными конкурентами
Преимущества использования данного типа оборудования перед другими методами:
Непрерывность технологического процесса. Отсутствие вспомогательных операций на загрузку/выгрузку, как у фильтров периодического действия.
Относительно низкие затраты на приобретение и монтаж по сравнению с импортными центрифугами.
Возможность визуального контроля хода процесса.
Простота технического обслуживания и доступность фильтровальные ткани.
Область применения охватывает практически все сферы, где есть жидкие отходы:
Коммунальное хозяйство (очистки сточных вод городов и поселков);
Пищевая промышленность (пивоварни, крахмальные заводы);
Химическая промышленность;
Производство целлюлозы и бумаги;
Угольная промышленность (обогащение).
При выборе конкретной модели важно учитывать условий эксплуатации и режим работы фильтр прессов (количество часов в сутки). Для промышленные предприятий с агрессивными средами оборудование изготавливается из нержавеющей стали (AISI 304 или 316)
При проектировании цехов механического обезвоживания важно рассматривать ленточные фильтр прессы как часть единой системы. Для их эффективной работы требуется вспомогательное оборудование:
Барабанные сита. Устанавливаются перед прессом для удаления крупных включений, которые могут повредить ленту. Барабанного вакуум фильтра принцип отличается, но сита эффективны на стадии предочистки .
Сгустители. Отдельный узел (часто встроенный в трехленточных системах), позволяющий увеличить концентрацию исходного осадка с 0,5-1% до 5-8%, разгружая основную часть пресса .
Центрифуги. В некоторых схемах центрифуги и ленточные фильтр прессы работают последовательно: первая ступь — центрифуги для обезвоживания осадка (грубое отделение), вторая — ленточный пресс (финишная обработка).
Выпарные установки. Используются, если после пресса необходимо получить практически сухой продукт или регенерировать ценные компоненты из фильтрата

Основное отличие — в подходе к определению движущей силы процесса. Для центрифуг ключевым является фактор разделения (частота вращения барабана), а для ленточных машин — время пребывания в зонах давления и усилие натяжения лент. Расчет ленточные аппаратов также требует более тщательного подбора фильтровальные ткани по воздухопроницаемости.
Наиболее экономичны непрерывные режимы с равномерной подачей осадка. Пиковые нагрузки приводят к перерасходу флокулянта и ухудшению качества фильтрата. Автоматизация позволяет синхронизировать работу насосов и конвейеров выгрузкой осадка.
Для машин непрерывного действия это понятие условно. Под циклом подразумевают период от поступления порции осадка на ленту до получения обезвоженного кека. Время прохождения обычно составляет от 30 секунд до 2 минут. Это отличается от фильтров периодического действия, где общей продолжительности рабочего цикла складывается из фильтрации, промывки, просушки и выгрузки.
Срок службы ленты зависит от абразивности осадка и качества промывки. Обычно замена требуется через 1500-3000 часов работы. Постоянный контроль системы промывки (форсунок) — обязательное условие для сохранения проницаемости.